Surowce naturalne
Alfa Laval oferuje szeroką gamę urządzeń i know-how, które pomogą ci zoptymalizować kluczowe procesy w zakresie wzbogacania i wydobycia minerałów podstawowych. Naszym celem jest pomoc w zwiększeniu wydajności, oszczędności miejsca, podwyższeniu plonów i zapewnieniu bezpieczeństwa eksploatacji. Obsługiwane zastosowania obejmują ogrzewanie, chłodzenie, odzyskiwanie ciepła i kondensację, a także odwadnianie koncentratów i odpadów oraz uzdatnianie wody zasilającej poprzez odparowanie.

Bardzo wytrzymały sprzęt wymagający minimalnej interwencji operatora
- Sprawdzony krótki czas zwrotu inwestycji
- Duża pojemność i kompaktowa konstrukcja urządzeń
- Maksymalizacja odzysku wartościowych produktów i minimalizacja ilości odpadów
- Zamknięty proces sprzyja dobrym i bezpiecznym warunkom pracy
- Ponowne wykorzystanie wody pomaga zwiększyć zrównoważony charakter działalności
Alfa Laval oferuje szeroką gamę energooszczędnych, kompaktowych i łatwych w konserwacji wymienników ciepła do ogrzewania i chłodzenia w różnych zastosowaniach związanych z przetwórstwem minerałów. Dostępnych jest wiele opcji pod względem rozmiaru, materiału płyt i uszczelek. Nasze wirówki dekantacyjne z solidną komorą mogą zastąpić lub uzupełnić istniejące instalacje, takie jak zagęszczacze, filtry i osadniki. Pomagają one obniżyć koszty eksploatacji, a dzięki wyeliminowaniu zapór na odpady minimalizują wpływ na środowisko i zwiększają bezpieczeństwo waszej działalności.

Bezpieczne i zrównoważone postępowanie z odpadami przeróbczymi
Wirówki dekantacyjne Alfa Laval to sprawdzone, wydajne rozwiązanie do odwadniania odpadów na dużą skalę i usuwania najdrobniejszych cząstek, z którymi nie radzą sobie konwencjonalne urządzenia do kontroli substancji stałych. Stanowią one ekonomiczne, zrównoważone, a przede wszystkim bezpieczne rozwiązanie do zarządzania odpadami, uzupełniając tradycyjne systemy separacji, takie jak zagęszczacze, osadniki i filtry, lub całkowicie zastępując stare systemy.

Wymiana ciepła o najwyższym standardzie
Przedstawiamy najnowocześniejsze na świecie płytowe uszczelkowe wymienniki ciepła. Zobacz, jak linia płytowych uszczelkowych wymienników ciepła może podnieść wydajność, zwiększyć niezawodność i rozszerzyć możliwości serwisowania.

Możliwości w całym procesie
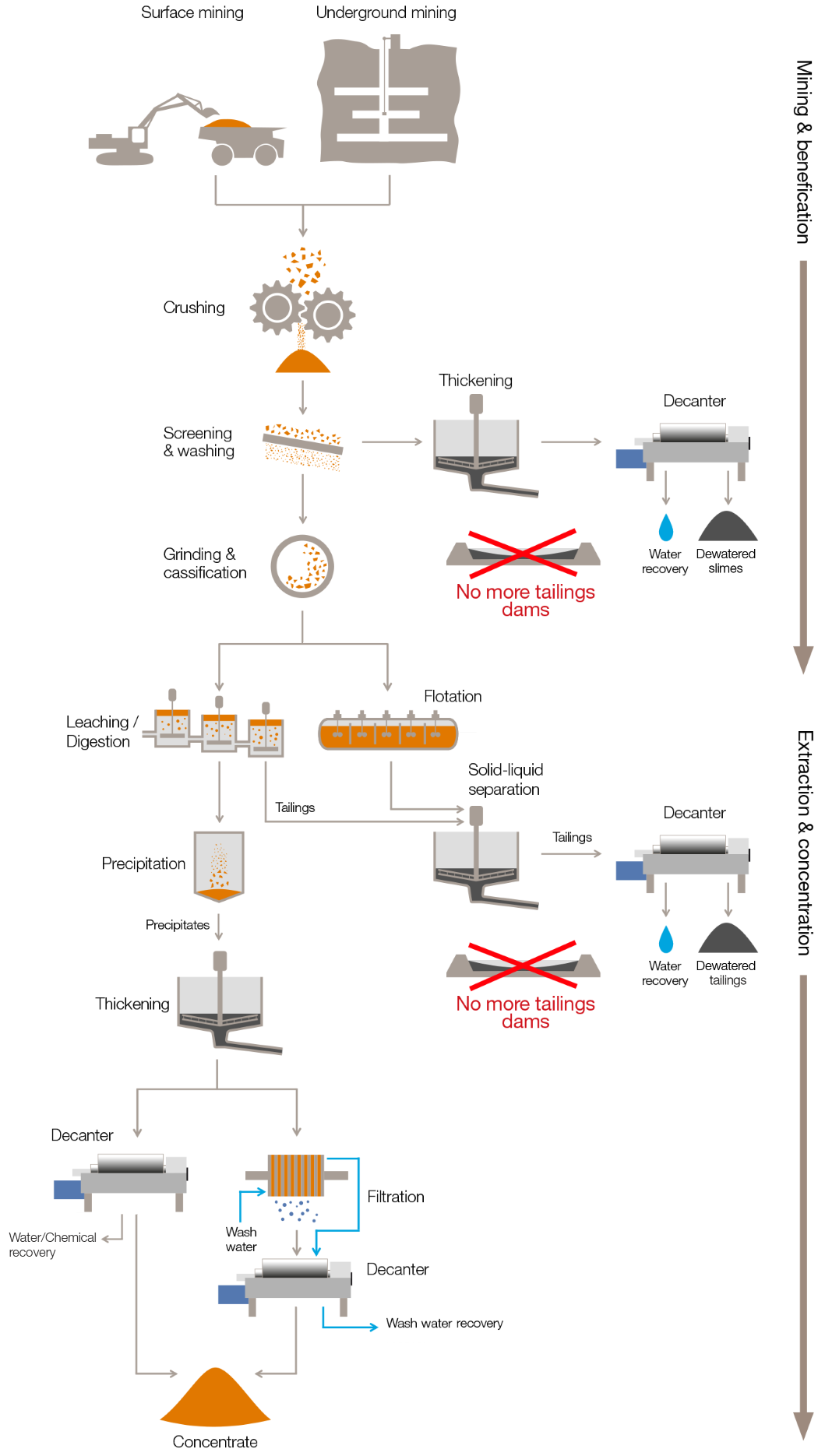
Zapoznaj się z schematem procesu wydobywczego i dowiedz się, w jaki sposób wirówka dekantacyjna Alfa Laval może pomóc usprawnić twoje działania w różnych obszarach procesu.
Co jest twoim skarbem?
Alfa Laval oferuje solidne wirówki dekantacyjne, a także uszczelniane, spawane i spiralne wymienniki ciepła, z których każdy jest zoptymalizowany pod kątem konkretnych zadań i warunków pracy w przetwórstwie minerałów. Więcej informacji znajdziesz w broszurze, którą możesz pobrać.
Tlenek glinu
Wydobycie tlenku glinu wymaga energochłonnych procesów, takich jak trawienie, odparowywanie i podgrzewanie roztworu. Wyzwanie? Jak najlepiej odzyskiwać i ponownie wykorzystywać ciepło odpadowe z procesu, aby obniżyć koszty i zwiększyć wydajność. Aby odnieść sukces, producenci aluminium potrzebują wiedzy na temat procesów, a także wysoce niezawodnego sprzętu i inteligentnych usług, które optymalizują wydajność, zapewniają ciągłość pracy i zwiększają rentowność.

Miedź
Aby maksymalnie wykorzystać energochłonne procesy związane z miedzią – od ługowania po elektrolizę – producenci miedzi ponownie wykorzystują nadmiar ciepła w tym samym strumieniu procesowym i usprawniają separację ciał stałych od cieczy dzięki bardziej wydajnym, zajmującym mniej miejsca wirówkom dekantacyjnym. Know-how, sprzęt i usługi firmy Alfa Laval pomagają odzyskiwać wodę, energię, chemikalia i minerały, zwiększając w ten sposób wydajność.

Cynk
Ograniczona podaż, wahania cen i rosnące koszty stanowią wyzwanie dla światowych producentów cynku. Jednak popyt na cynk pozostaje stały w przypadku cynkowania stali, produkcji mosiądzu, powłok do innych metali, farb i podkładów, a także wielu nowych zastosowań. Skuteczna produkcja wymaga niezawodnego, niewymagającego konserwacji i oszczędnego sprzętu, który minimalizuje koszty i maksymalizuje wydajność.

Nikiel
Producenci niklu stoją przed wieloma wyzwaniami – od redukcji kosztów energii, chemikaliów i kosztów środowiskowych. Aby w pełni wykorzystać rudy laterytowe lub siarczkowe, potrzebny jest godny zaufania partner. Ogromne doświadczenie firmy Alfa Laval w zakresie procesów rafinacji niklu oraz szeroka oferta urządzeń i usług pomagają obniżyć koszty i wpływ na środowisko, odzyskać cenne minerały i produkty uboczne oraz zwiększyć wydajność.

Uran
Produkcja uranu wymaga dogłębnego zrozumienia najlepszych metod przetwarzania rud o różnym składzie oraz najnowocześniejszych technologii, które ograniczają zużycie energii, wody i środków chemicznych. Od ogrzewania i chłodzenia, ługowania i zagęszczania po ekstrakcję rozpuszczalnikową, strącanie i wzbogacanie — producenci uranu polegają na firmie Alfa Laval w zakresie urządzeń do wymiany ciepła, separacji i transportu płynów, które optymalizują procesy i zwiększają wydajność.

Lit
Wydobycie litu wymaga procesów, które są energochłonne i wymagają dużego zużycia wody. Wyzwaniem jest efektywne zarządzanie zużyciem energii i wody w celu zminimalizowania wpływu na środowisko i maksymalizacji wydajności odzysku. Wraz ze wzrostem popytu na lit ze względu na jego znaczenie w akumulatorach pojazdów elektrycznych, producenci potrzebują zaawansowanych technologii i niezawodnego sprzętu, aby poprawić wydajność.

Na bieżąco z przetwórstwem minerałów
Alfa Laval pomaga producentom tlenku glinu, miedzi, cynku i niklu w maksymalnym wykorzystaniu surowych rud - w sposób ekonomiczny, energooszczędny i przyjazny dla środowiska. Od inteligentnego ponownego wykorzystania wody procesowej i recyrkulacji wody chłodzącej po oczyszczanie strumieni odpowietrzających i inteligentną redukcję odpadów stałych – możecie polegać na Alfa Laval.
Inteligentne ponowne wykorzystanie ogromnych ilości ciepła powstającego podczas tych procesów może bezpośrednio przyczynić się do poprawy wyników finansowych. Technologie odwadniania i separacji pomagają natomiast wydobywać cenne produkty uboczne, ograniczać strumienie odpadów i minimalizować wpływ na środowisko. Alfa Laval dysponuje know-how w zakresie procesów, a także szeroką gamą urządzeń i usług, które pomagają producentom metali obniżyć koszty, osiągnąć znaczne oszczędności energii i zwiększyć wydajność.
Duże oszczędności energii dzięki wymianie ciepła
Wzbogacanie, trawienie, prażenie, ługowanie, wytapianie i elektroliza to procesy energochłonne. Wykorzystując ciepło powstające podczas procesów ekstrakcji i ponownie wykorzystując je w innych procesach, producenci metali nie tylko oszczędzacie znaczne koszty energii, ale także zwiększacie wydajność.
Nasze wymienniki ciepła (uszczelniane, spawane lub spiralne) to sprawdzona i wysoce wydajna technologia wymiany ciepła, która pozwala na ponowne wykorzystanie ciepła w procesie z niezrównaną wydajnością.
Bliskie zbliżenie temperatur w wymiennikach ciepła, wysokie turbulencje wewnętrzne i duże powierzchnie wymiany ciepła pozwalają uzyskać nawet o 30% więcej energii z każdego przepływu ciepła niż w przypadku konwencjonalnych urządzeń płaszczowo-rurowych. Dzięki zastąpieniu kosztownych i nieporęcznych urządzeń wymiennikami ciepła Alfa Laval zakłady przetwórcze mogą zaoszczędzić koszty i wiele megawatów ukrytej energii każdego roku.
Optymalizacja wydajności separacji
Niezależnie od tego, czy są wykorzystywane do ekstrakcji rozpuszczalnikowej, elektrolizy, odwadniania, odzyskiwania produktów pośrednich czy procesów separacji, separatory odśrodkowe Alfa Laval są niezawodne, wytrzymałe i przystosowane do złożonych procesów separacji ciało stałe-ciecz lub ciało stałe-ciecz-ciecz, które mają miejsce podczas przetwarzania minerałów.
Dzięki wysokiej wydajności, solidnej konstrukcji i wynikającej z tego wysokiej czystości produktu końcowego, rozwiązania separacyjne Alfa Laval są integralną częścią niemal wszystkich procesów odzyskiwania surowców mineralnych. Dlatego producenci metali na całym świecie polegają na Alfa Laval, aby zmaksymalizować wydajność i zwiększyć zyski.
Dekantory Alfa Laval rewolucjonizują strategię zarządzania odpadami kopalnianymi
Kopalnia węgla Rix’s Creek, należąca do Bloomfield Group, postanowiła usprawnić zarządzanie odpadami węglowymi na miejscu w ramach strategii zrównoważonego rozwoju, której celem jest zmniejszenie zużycia wody i energii oraz zminimalizowanie wpływu procesów przetwarzania odpadów na środowisko.

Dowiedz się więcej
Więcej informacji na temat wydajności, praktyczności i szczegółów technicznych naszej oferty urządzeń do separacji ciał stałych od cieczy w przemyśle wydobywczym i przetwórstwie minerałów podstawowych znajdziesz w broszurze, którą możesz pobrać.
